
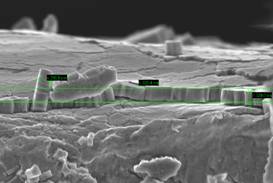
随着激光高端应用的平民化趋势的深入和发展,阳极氧化铝打黑应用得到了很大的普及和市场接受,被许多工业领域所采用,但阳极铝打黑工艺对激光光源,设备精度,周边环境,操作人员的经验以及原材料等诸多方面都有较严格的要求,许多客户在此方面有许多问题,比如,打出的图案黑度不均匀,打的不够黑,速度不快等,为了使客户更好地了解阳极铝打黑的原理和工艺,提高打黑质量和效率,我们将客户常见的问题以及激扬光电30W智能激光器的解决方案列出来,供大家参考。 阳极氧化铝打黑的机理是通过聚焦后高能量密度的激光,在很短的时间内将膜厚为5-20um的阳极氧化铝层进一步氧化并改变表面材料的机理,如图1所示为不同厚度以及表面不同处理工艺的阳极氧化铝表面。
图1 不同厚度和不同表面处理工艺的阳极氧化铝表面 一、影响阳极铝打黑的因素和参数设置 影响阳极氧化铝打黑的因素有很多,归纳总结主要因素如下图2。 图2 影响阳极氧化铝表面打黑的因素 1、材料因素: 主要包括阳极氧化铝其氧化层的膜厚,以及表面处理工艺,一般来讲,膜厚在5-20um, 膜的厚度直接决定打黑的效果和效率,一般膜厚在10-20um较容易打黑,膜厚小于8um时,氧化膜太薄,容易打破,出现白点的现象,需要提高脉冲频率和提高填充密度(见下表)。另外阳极氧化铝表面处理工艺将直接影响打黑效果,喷砂以及表面拉丝是常见的工艺,喷砂的粗细度对于打标出来的效果会产生不同的影响,喷砂颗粒越细,打黑效果越好。建议阳极铝的膜厚为10-15μm,这样总体的黑度效果会更佳。 典型激光参数 阳极氧化铝膜厚 <5um 5-10um 10-20um 填充密度(mm) 0.0002-0.0005 0.0005-0.0008 0.001-0.002 功率设置(%) 50-70% 40-50% 30-40% 脉冲频率(KHz) 800-950 600-800 350-600 振镜速度(mm/s) 1500-3000 1500-2000 800-1500 填充方式 蛇形 蛇形 蛇形
2、 激光器的安装和参数设置影响 1)激光器的安装和调光 在开启光纤激光器之前,首先请确保电源、控制板卡等部件都已经正确连接,调整好振镜和工作平台,确保振镜与工件表面是在平行的水平位置,激光器的入射光斑光轴同振镜激光入射口光轴重叠,出射光斑位于出光孔中心的位置。光路的偏差将直接导致打黑的不均匀。
2)功率和频率 激光参数的设定将直接影响阳极铝打黑的质量和效果,对于30W智能激光器打黑来说,主要的激光参数是功率设置和频率设置,频率越高,脉冲宽度越短,需要的功率也就越高, 具体设置可参考下图 (图3),由于材料以及膜厚的不同,客户在测试时还要根据具体情况来调整参数,以达到最佳效果。 假设如下参数固定不变:
激光类型: 20W智能激光器 30W智能激光器 填充密度(mm) 0.001 0.001 振镜速度(mm/s) 1000 1000 聚焦后光斑大小(um) 60 60 填充方式 蛇形 蛇形 F-Theta Lens(mm) 160 160 BDO 光斑大小(mm) 5 5 平均功率(w) 20 30

功率设置同脉冲频率的关系如图3, 当脉冲频率提高时,功率也要相应的提高,一般在500KHz时,功率设置在30-35%,当频率上升到800-900KHz时,功率要到70%左右。
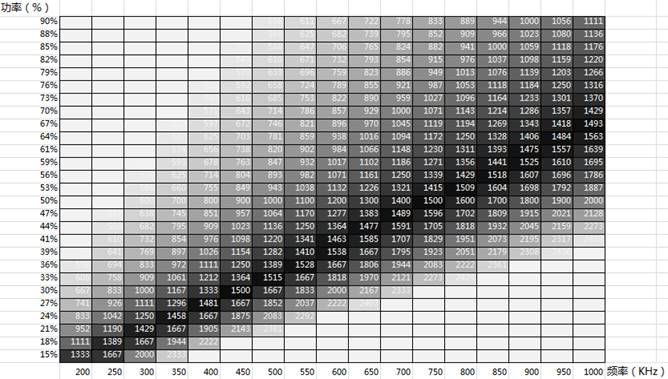
图3 频率和功率设置的关系: 频率越高,脉冲宽度越短,需要的功率也越高
3、打标工艺因素:
打黑工艺主要包括场镜的焦距,光斑的大小,填充方式,正焦还是离焦等等。
1) 填充密度与振镜线速度的设置关系:
填充密度和振镜速度在打黑过程中有一定的连带关系,一般来说,填充密度较密,振镜的线速度可以较高,相反,如果填充密度较疏,振镜的线速度就要降下来,以求达到相同的打标黑度,比如,填充密度为0.001mm, 振镜速度为1000mm/s时的打黑黑度与填充密度为0.0002mm, 振镜线速度5000mm/s 时打标的黑度基本相同(还需要适当调整功率),客户可以参考下面图表(图4)调整参数以求得到最佳效果。
假设如下参数固定不变:
|
激光类型: |
20W智能激光器 |
30W智能激光器 |
|
脉冲频率(KHz) |
500 |
500 |
|
功率设置(%) |
35 |
30 |
|
聚焦后光斑大小(um) |
60 |
60 |
|
填充方式 |
蛇形 |
蛇形 |
|
F-Theta Lens(mm) |
160 |
160 |
|
BDO 光斑大小(mm) |
5 |
5 |
|
平均功率(w) |
20 |
30 |
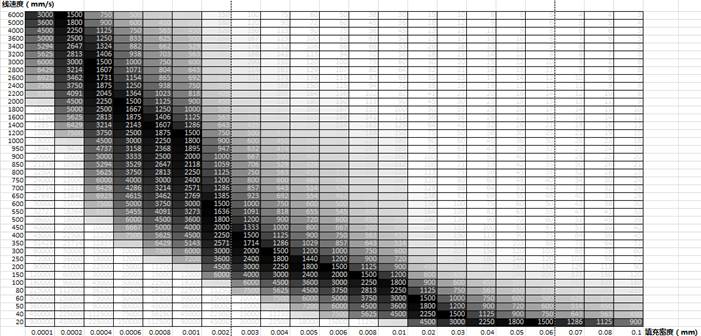
图4 填充密度与振镜线速度的设置关系,不同的参数可以得到相同的黑度
2)焦平面对打黑的影响
采用激扬光电智能激光器打黑时可以是正焦打黑,也可以是离焦打黑,但我们建议客户采用正焦打黑方式,因为离焦在对于打图案面积较大,或被打材料一致性不高时,容易出现不均匀的现象(其他类型的激光器也有此现象),这是因为在离焦时(无论是正离焦还是负离焦),激光的能量密度在工作范围的中心区域同边缘区域有很大的差异,从而造成打黑不均匀的现象。
3)场镜焦距对打黑的影响
一般来说,不同焦距的场镜的选择取决于聚焦后的光斑大小以及工作范围,160mm的场镜较适合阳极铝打黑,如果选用254mm或更大的场镜,需要提高激光功率(得到相同的能量密度)或降低打标速度,因此160mm的场镜可以得到较高的打黑效率。
4)填充方式对打黑的影响
填充方式将直接决定打黑的质量和效率,一般情况下选用蛇形填充可以大大提高打黑效率,单向填充可以提高打黑的质量。其他的填充方式也各有其特点,客户可以根据不同的要求测试选择最适合的方式。
4、设备和环境对阳极铝打黑的影响
阳极铝激光打黑同其他激光打标有很大的不同,由于激光能量的微小变化在打黑上都有十分明显的表现,因此,对设备信号稳定性以及环境震动和干扰都有很高的要求.
1)信号线干扰
激光设备中一般有电源线和信号线两种,信号线包括振镜信号线和激光控制信号线,电源线包括振镜电源线(15V)和激光器电源线(24V)。 在机箱内布线时,一定要将电源线同数据线分开(空间上分开),避免混在一起,如有条件,将数据线和电源线分别放在相应的屏蔽槽内,避免电源线对数据线产生干扰。
2)数据线需要有屏蔽层
设备的所有数据线(包括USB)需要有屏蔽层,而且屏蔽层一端要接地(不要两端同时接地)。屏蔽层将有效屏蔽外来信号干扰。
3)环境和震动
激光打标机的电源最好不要同其他大电流设备共用一个电源插槽,因为其他设备的开启或断开可能对激光打标机产生影响,另外,避免附近环境中有振动源。
4)地线
打标设备的所有电源的地线(比如振镜电源线的地线和激光电源线的地线)要同220V地线相连,一定要避免多点接地现象。
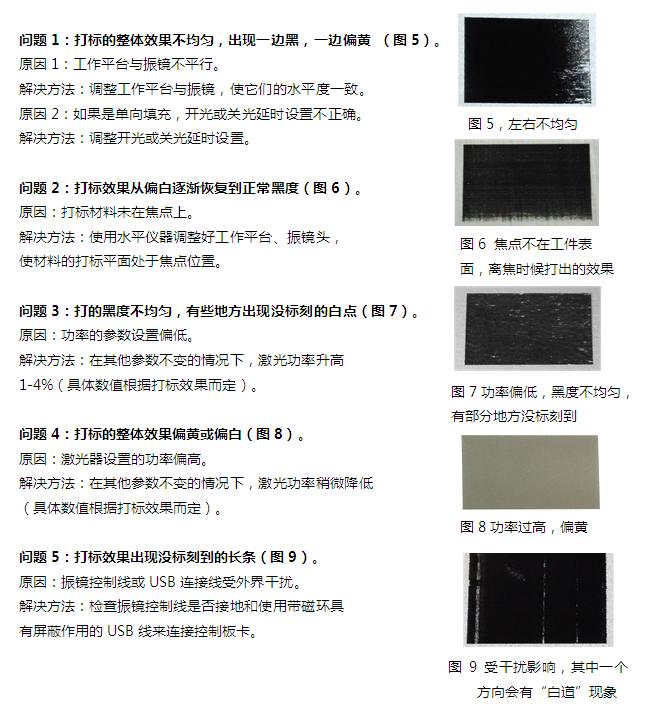
二、阳极铝打黑常见问题以及解决方案:
如需帮助,请访问
联系方式: 深圳激扬光电有限公司--公关和市场营销
电话:+86 755 86550505
sales@ilumaphotonics.com
sales@ilumaphotonics.cn